


技术百科 | 发布日期:2025-03-15 | 阅读:1652
注塑模具:如何打造完美塑料制品

注塑模具是一种用于生产各种塑料制品的工具,其工作原理是通过注塑机将熔融的塑料注入模具型腔,经冷却固化后形成塑料制品。要打造完美的塑料制品,需要从设计、材料选择、注塑工艺、质量控制等多个方面进行综合考虑和优化。以下是一些关键点:
一、模具设计
精准的型腔和型芯设计:根据制品的形状和尺寸,设计合理的型腔和型芯结构,确保制品的成型质量和模具的强度与刚度。型腔和型芯的表面要光滑,以减少摩擦和提高制品的脱模性能。
合理的浇注系统设计:包括主流道、分流道、浇口的设计。要合理选择浇口的位置、尺寸和类型,使塑料能顺利充填型腔,同时减少制品的应力和变形。
有效的冷却系统设计:根据制品的形状和尺寸,设计有效的冷却通道,使模具能均匀冷却,缩短成型周期,提高生产效率。
可靠的顶出机构设计:顶出机构要能顺利将制品顶出,同时避免制品产生变形、划痕等缺陷。常见的顶出方式有顶针顶出、推板顶出等。
必要的抽芯机构设计:对于有侧孔、侧凹等结构的制品,需要设计抽芯机构。抽芯机构要动作可靠,抽芯距离和角度要准确。
二、材料选择
模具材料:根据模具的使用要求和工作条件,选择合适的模具材料。常见的模具材料有碳素钢、合金钢、预硬钢、不锈钢等。对于高精度、长寿命的模具,可选择高强度、高耐磨性的材料。
塑料材料:根据制品的性能要求和使用环境,选择合适的塑料材料。常见的塑料材料有聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)、聚苯乙烯(PS)、丙烯腈-丁二烯-苯乙烯共聚物(ABS)等。每种材料都有其独特的性能和加工特性。
三、注塑工艺
注塑压力和速度:注塑压力要足够使塑料充满型腔,但过高的压力可能导致制品产生内应力和变形。注塑速度要适中,过快的速度可能导致塑料在型腔内流动不均匀,过慢的速度可能导致塑料提前固化。
保压和冷却:保压压力和时间要合理,以确保制品的尺寸精度和表面质量。冷却时间要根据制品的厚度和材料特性进行调整,过短的冷却时间可能导致制品变形,过长的冷却时间会降低生产效率。
温度控制:注塑机的料筒温度、喷嘴温度和模具温度要根据塑料材料的特性和制品的要求进行精确控制。适宜的温度有助于塑料的流动和固化,提高制品的质量。
四、质量控制和检测
尺寸检测:使用量具或坐标测量机(CMM)对制品的尺寸进行精确测量,确保其符合设计要求。
外观检查:检查制品的表面是否有划痕、气泡、缩水等缺陷,确保制品的外观质量。
性能测试:根据制品的使用要求,进行力学性能、耐化学性、电性能等测试,确保制品的性能达标。
过程监控:在生产过程中,实时监控注塑工艺参数,如压力、温度、速度等,及时发现和调整异常情况,保证生产的稳定性和制品的一致性。
五、后期处理
脱模和清理:制品脱模后,要及时清理残留的塑料屑和模具释放剂等,保持制品的清洁。
后处理:根据需要,对制品进行热处理、表面处理(如喷漆、电镀等)、装配等后期处理,提高制品的性能和美观度。
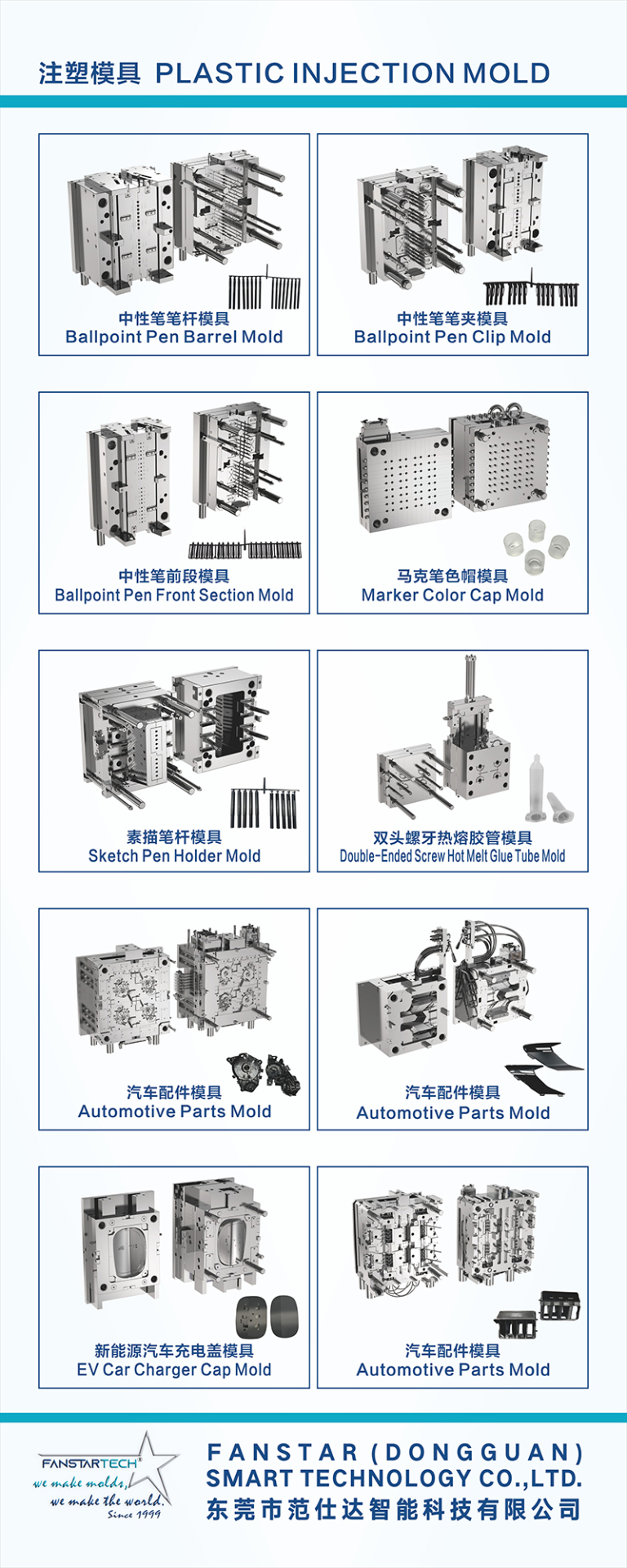
东莞范仕达掌握注塑生产核心技术,从成品生产需求到客人模具制作前技术交流,让模具交货期短,寿命长,快速量产,成品
质量优!自成立以来一直致力于精密注塑模具、多腔笔模、双色键帽、智能电子、机电产品、汽车连接器、医疗管状模具及其非标
配件加工技术!以下:分享我们范仕达注塑模具与成品!






 关注微信公众号
关注微信公众号 微信咨询
微信咨询


