


技术百科 | 发布日期:2023-02-09 | 阅读:5794
注塑模具二段顶出结构介绍及优点
一般注塑模具只进行一次顶出,但两段式顶出结构可以在模具内部进行有时间差的2次顶出,所以当仅依靠1次顶出无法将成型制品从模具中取出时,这种结构机制更为方便。由于注塑模具成品的形状特殊,或者是为了量产的需求,如果在一顶出后,成品仍然在模穴中,或者是无法自动脱落时,就需要再增加一次顶出动作。这样的顶出动作设计,称为二次顶出。
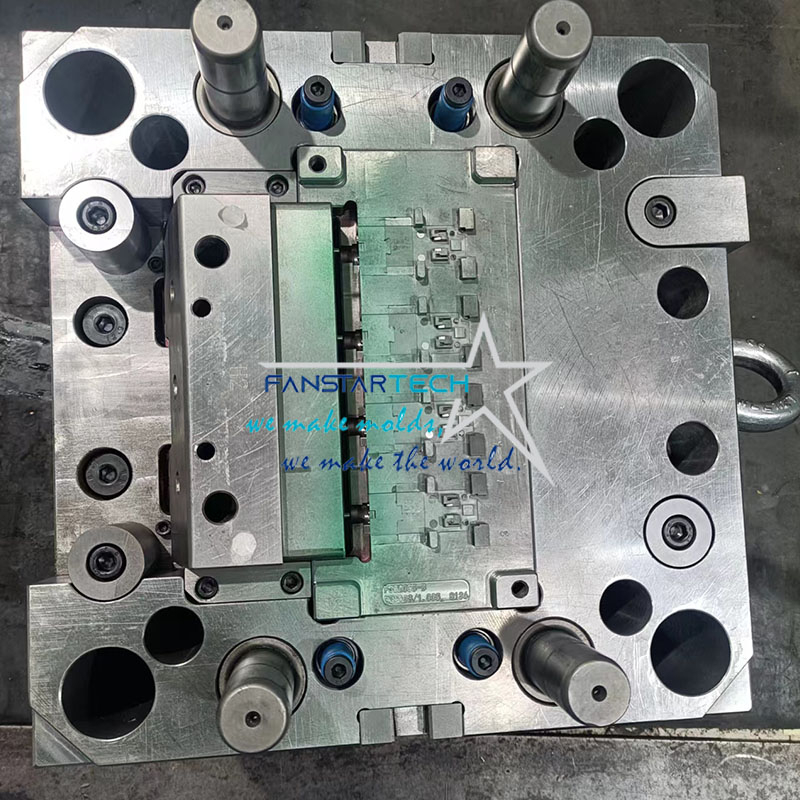
范仕达注塑模具
二次顶出应为强制脱模,主要用于卡勾在无法使用斜顶及滑块脱模时使用。两段顶出不一定只是用在强制脱模,有时候为了产品比较好出模,或者是避免浇口拉伤,两段顶出是常用的一种方式。所谓两段顶出结构,是指当从注塑模具型芯顶出成型制品时,能够执行2次顶出过程的结构。
注塑模具脱料板顶出结构的情况下,成型制品的形状被雕刻在脱料板上,这使得成型制品难以自由下落。因此,如果采用两段顶出结构,则成型制品更容易自由落下。另一方面,在顶出板内部设有一个流道顶出板,从而使得流道会比成型制品更早地顶出。利用隧道式浇口改善浇口的切割效果,减少切削残留的效果显著。
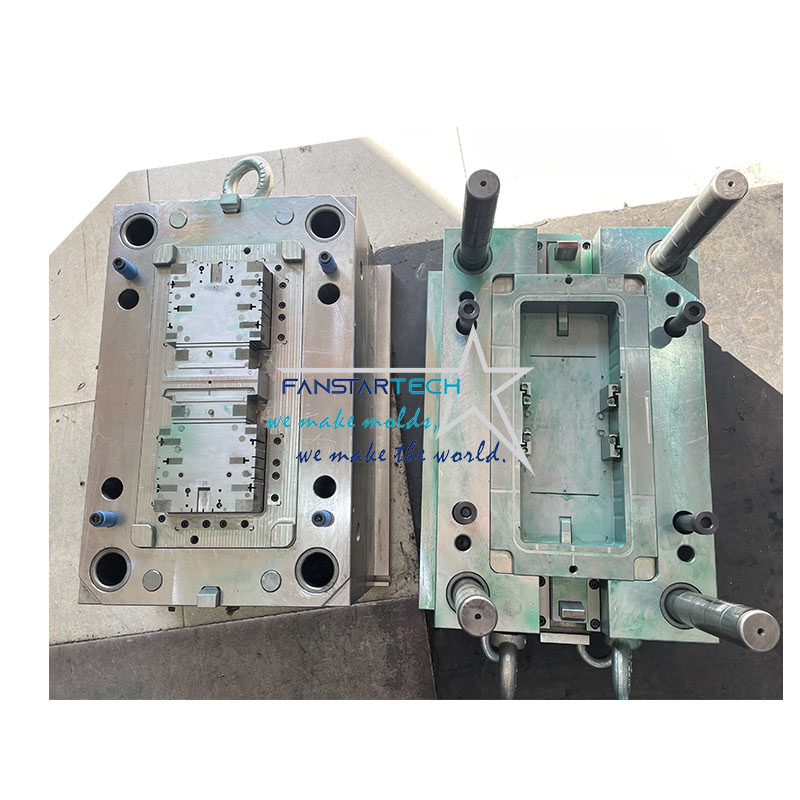
电表盒注塑模具
除此之外,还可以通过注塑模具结构设计来实现两段顶起。当产品边缘底部有装配,不能有顶针痕迹,造成产品底部表面高低不平,筋骨太深,容易粘模,需要分成两段顶出,以减少产品不良风险。范仕达的使命是掌握注塑生产核心技术,从成品生产需求与客人做模具制作前技术交流分析,让模具交货期短,寿命长,快速量产和成品质量优!有需要注塑成型模具的欢迎联系我们!
 关注微信公众号
关注微信公众号 微信咨询
微信咨询


