


技术百科 | 发布日期:2023-03-25 | 阅读:7543
注塑模具成型缺陷缩痕的原因及解决办法
注塑模具成型缺陷缩痕主要是针对有表面外观要求的成型产品而言的,主要是指成型品表面因收缩而产生轻微凹陷的现象。注塑模具设计的时候可以考虑通过减小成形品的厚壁部分或者采用非结晶型树脂来减少缩痕缺陷的产生。
注塑模具成型缺陷缩痕产生的原因主要有:1.成型条件控制不当;2.模具缺陷;3.原料不符合成型条件要求;4.塑件结构设计不合理;5.制品壁太厚或边角处热量集中,制品难以冷却。
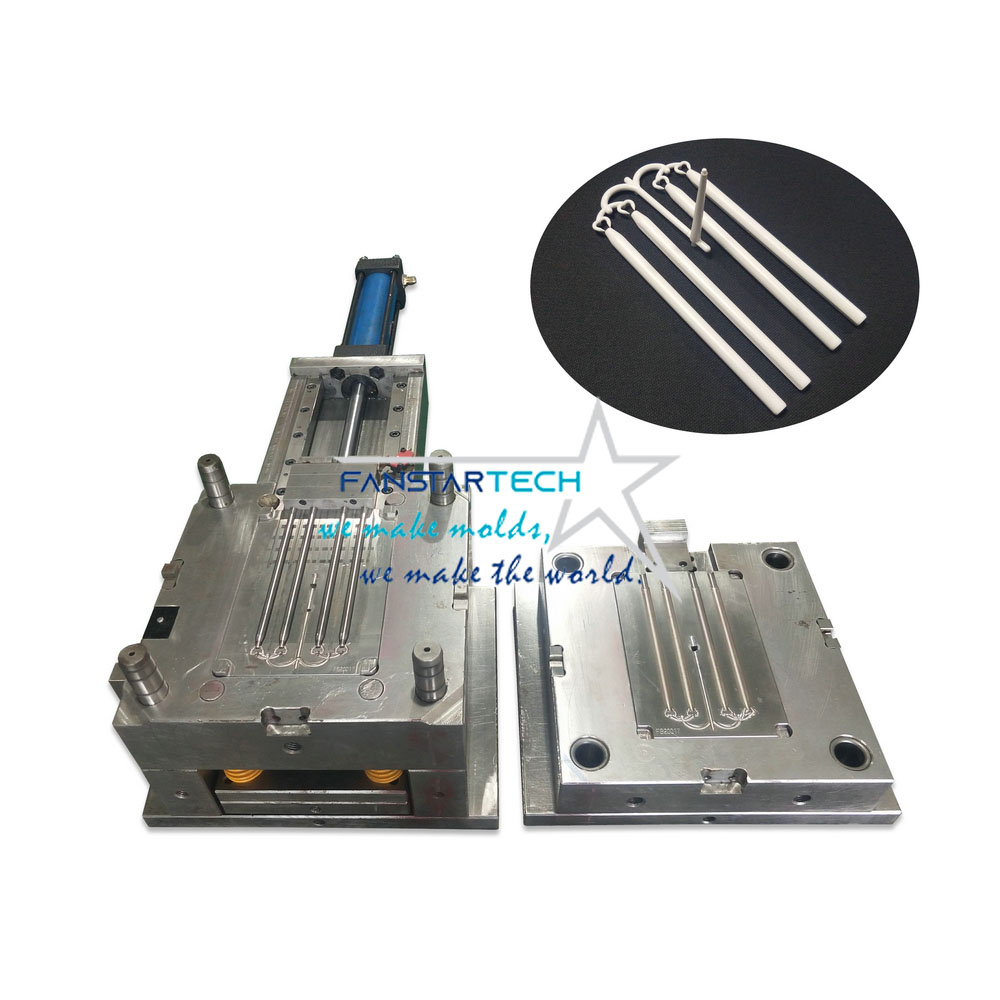
范仕达触碰笔注塑模具
从注塑成型工艺的层面来考虑,相关的解决办法有:1. 延长保压时间;2. 提高保压压力;3. 提高注射速度;4. 降低喷嘴温度;5. 增加计量值;6. 增加缓冲量;7. 更换注射成型机;8. 更换注射单元的止逆环。
从注塑模具层面来考虑,相关的解决办法有:1. 降低型腔表面温度;2. 扩大浇口的大小;3. 扩大流道尺寸; 4. 加粗主流道;5. 重新布置模具的冷却回路,提高冷却效率;6. 更改冷却结构;7. 增加浇口数量;8. 将浇口位置更改至壁厚较厚部分。

范仕达工业风扇注塑模具
总之,我们可以通过压力调整、时间调整以及注塑模具温度调整去改善缩痕的缺陷,如仍然不能改善那就不是工艺的问题了。范仕达的使命是掌握注塑生产核心技术,从成品生产需求与客人做模具制作前技术交流分析,让模具交货期短,寿命长,快速量产和成品质量优!有需要注塑成型模具的欢迎联系我们!
 关注微信公众号
关注微信公众号 微信咨询
微信咨询


